CO2 Laser ເຄື່ອງຕັດແກະສະຫລັກປັບວິທີການຈຸດສຸມ
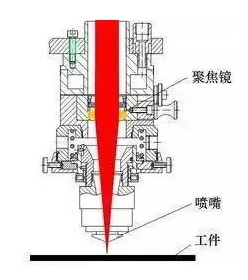
ການແກະສະຫຼັກທີ່ມີປະສິດຕິຜົນຕ້ອງການໄຟເລເຊີຂະຫນາດນ້ອຍແລະຄວາມເຂັ້ມຂຸ້ນຂອງພະລັງງານທີ່ເຂັ້ມຂຸ້ນ. ພຽງແຕ່ມີສອງເງື່ອນໄຂນີ້ພວກເຮົາສາມາດຮັບປະກັນຄວາມຖືກຕ້ອງແລະຄວາມເລິກຂອງການແກະສະຫຼັກ. ເມື່ອແສງເລເຊີຖືກຍິງຈາກເລເຊີ, ເສັ້ນຜ່າສູນກາງປະມານ 3 ມມ, ຄວາມຫນາແຫນ້ນຂອງພະລັງງານແມ່ນຕໍ່າ, ແລະມັນບໍ່ສາມາດແກະສະຫຼັກໄດ້. ຫຼັງຈາກທີ່ກະຈົກສຸມໃສ່ການ, beam ຢູ່ຈຸດສຸມແມ່ນບາງກວ່າ, ມີເສັ້ນຜ່າສູນກາງປະມານ 0.1 mm. ດັ່ງນັ້ນ, ການສ້ອມແຊມຍົນກັບບ່ອນແລກປ່ຽນຄວາມຕັ້ງໃຈແມ່ນເງື່ອນໄຂເບື້ອງຕົ້ນສໍາລັບການແກະສະຫຼັກທີ່ປະສົບຜົນສໍາເລັດ.
ວິທີການ:
ງ່າຍດາຍປັບສຸມ
ສຸມໃສ່ກະຈົກທີ່ຕິດຕັ້ງຢູ່ໃນຖັງເລນ, ແລະຫຼັງຈາກນັ້ນຖອດ screw lock ເທິງ pen-style laser head clamping block.
ເມື່ອປັບຄວາມຍາວໂຟກັສ, ວາງອຸປະກອນການປຸງແຕ່ງໃສ່ບ່ອນເຮັດວຽກ, ແລະຫຼັງຈາກນັ້ນວາງແຖບໂຟກັສໃສ່ພື້ນຜິວຂອງວັດສະດຸຕົວແທນ. ທໍາອິດປ່ອຍ screws lock ສຸດ pen-style laser head clamping block, ຍ້າຍ barrel ເລນຂຶ້ນແລະລົງ, ເພື່ອໃຫ້ພື້ນຜິວຕ່ໍາຂອງຖັງ lens ໄດ້ affixed ກັບຕັນແກ້ວ. ໃນເວລານີ້, ພື້ນຜິວຂອງວັດສະດຸຮ່ວມແມ່ນຕັ້ງຢູ່ເທິງຍົນ coke. ສາເຫດຂອງຮາກຈໍາເປັນຕ້ອງປັບລະດັບຄວາມສູງຂອງຈຸດສຸມ, ແລະຫຼັງຈາກນັ້ນ tighten screw lock ໄດ້.
ສັບສົນ ປັບ ສຸມ
ຄວາມຍາວໂຟກັດແມ່ນຖືກກໍານົດໂດຍກະຈົກສຸມໃສ່. ຄວາມຍາວໂຟກັສຂອງກະຈົກໂຟກັສທີ່ແຕກຕ່າງກັນຈະ deviated ເລັກນ້ອຍ. ດັ່ງນັ້ນ, ເມື່ອປ່ຽນກະຈົກໂຟກັສໃໝ່, ຕຳແໜ່ງຂອງຖັງເລນໂຟກັສຄວນຖືກປັບ. ວິທີການສະເພາະແມ່ນດັ່ງຕໍ່ໄປນີ້:
ຂັ້ນຕອນທີ 1: ກົດ "ສະຫຼັບແຮງດັນສູງ" ແລະຫຼັງຈາກນັ້ນກົດ "Manual Light" ເພື່ອປັບຂະຫນາດຂອງປະຈຸບັນ laser ຜົນຜະລິດແມ່ນປະມານ 5 mA, ແລະຍົກ "ແສງຄູ່ມື". ລັອກສະກູ, ແລະອຸປະກອນການປຸງແຕ່ງແມ່ນ 8mm.
ຂັ້ນຕອນທີ 2: ຊອກຫາຈຸດສຸມ.
1. ເອົາແກ້ວອິນຊີໃສ່ກັບບ່ອນເຮັດວຽກ, ແລະມຸມອຽງດ້ານຂ້າງແລະດ້ານຂອງ workbench ແມ່ນປະມານ 50-60 ອົງສາ.
2. ໃຊ້ປຸ່ມມືຖືເທິງພື້ນຜິວສີຂາວເພື່ອຍ້າຍກະຈົກໂຟກັສໄປທີ່ຕຳແໜ່ງທີ່ເຫມາະສົມຂ້າງເທິງແກ້ວອິນຊີ.
3. ໃນຂະນະທີ່ກົດ “Manual Light”, ໃຫ້ກະຈົກໂຟກັສເລື່ອນໄປຕາມ X ເພື່ອເຄື່ອນທີ່, ດັ່ງນັ້ນເລເຊີຖືກດຶງອອກຈາກເສັ້ນໜາ ແລະ ໜາຢູ່ກາງຫົວທັງສອງດ້ານເທິງແກ້ວອິນຊີທີ່ໂປ່ງໃສ. ຈາກນັ້ນຍົກ "ແສງຄູ່ມື". ສະຖານທີ່ລະອຽດກ່ຽວກັບເສັ້ນແມ່ນຕໍາແຫນ່ງຈຸດສຸມ.
ຂັ້ນຕອນທີ 3: ການວັດແທກໄລຍະຫ່າງຈາກຫນ້າດິນພາຍໃຕ້ຖັງເລນທີ່ມີພຽງເລັກນ້ອຍ.
ເວລາປະກາດ: ພະຈິກ 19-2022